Ручная дуговая сварка применяется при изготовлении конструкций из углеродистых и низколегированных сталей, чугуна, цветных сплавов толщиной от 1 до 50 мм. Метод эффективен при выполнении коротких и криволинейных швов, а также при работе в любых пространственных положениях и ограниченных зонах. Основные минусы — невысокая производительность и жёсткая зависимость качества шва от уровня подготовки сварщика.
Дуговая сварка и процессы зажигания дуги
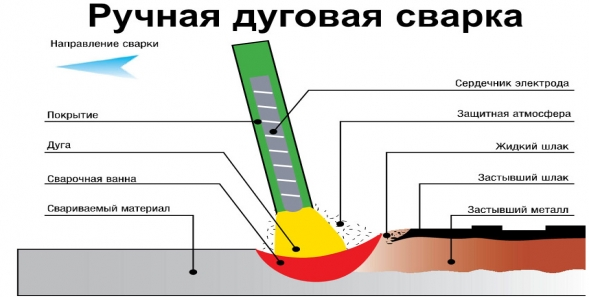
Электрическая дуга — основной источник тепла при дуговой сварке. Она формируется между электродом и свариваемой деталью и представляет собой устойчивый газовый разряд.
Этапы зажигания дуги:
- Короткое касание сварочного электрода с изделием (короткое замыкание).
- Отвод на 3–5 мм.
- Формирование стабильного разряда в ионизированном промежутке катод–анод.
При первом касании катод прогревается до температуры интенсивной термоэлектронной эмиссии. Далее электроны ускоряются в электрическом поле и ионизируют газ, что и обеспечивает устойчивость горения дуги.
Ручная дуговая сварка покрытым электродом

Наиболее распространённый вариант — использование покрытых электродов (ГОСТ 9466, 9467).
Назначение покрытия:
- Формирование газо-шлаковой защиты жидкой ванны.
- Внесение легирующих компонентов в металл шва.
Состав покрытия:
- шлакообразующие добавки (оксиды, полевой шпат, мрамор, мел);
- газообразующие вещества (СО₂, СН₄ и др.);
- легирующие элементы (феррованадий, феррохром, ферротитан, алюминий);
- раскислители (Ti, Mn, Al, Si).
Эти компоненты обеспечивают защиту расплава, корректируют химический состав металла и снижают содержание оксидов в шве.
Свариваемость металлов и электроды для РДС
Свариваемость — это способность металла или сочетания металлов при заданной технологии образовывать соединение, характеристики которого (механические, физические и др.) соответствуют свойствам основного материала.
На свариваемость влияют:
- химсостав металла и электрода;
- режимы дуги;
- термические условия (температура среды, тепловложение);
- закрепление элементов конструкции;
- эксплуатационные и конструктивные факторы.
Электроды для ручной дуговой сварки
Стержень изготавливают из сварочной проволоки диаметром 0,3–12 мм, длина нарезки — 250–450 мм. Покрытие наносится слоем 0,1–2,5 мм. ГОСТ предусматривает 77 марок проволоки, разделённых на три группы:
- низкоуглеродистая (С ≤ 0,13%) — сварка низко- и среднеуглеродистых сталей;
- легированная (30 марок) — для низколегированных и жаростойких сталей;
- высоколегированная (41 марка) — для хромистых, хромоникелевых и специальных сталей.
Классификация электродов
По назначению:
- У — сварка углеродистых и низколегированных сталей (σв < 600 МПа);
- Л — легированные конструкционные стали (σв > 600 МПа);
- Т — легированные теплоустойчивые стали;
- В — высоколегированные стали со спецсвойствами;
- Н — электроды для наплавки.
По покрытию:
- кислое (SiO₂, Fe₂O₃, MnO) — индекс А;
- основное (CaCO₃, MgCO₃, CaF₂) — Б;
- рутиловое (TiO₂) — Р;
- целлюлозное (органика, целлюлоза) — И;
- смешанное — С (двойное обозначение);
- прочие виды — П.
По толщине покрытия (отношение D/d):
- тонкое (≤1,2) — индекс М;
- среднее (1,2–1,45) — С;
- толстое (1,45–1,8) — Д;
- особо толстое (>1,8) — Г.
Назначение покрытия
Покрытие выполняет сразу несколько функций:
- газо-шлаковая защита от воздуха (O₂, N₂, H₂);
- стабилизация горения дуги;
- раскисление и легирование металла шва;
- замедленное охлаждение благодаря формированию шлаковой корки.
Компоненты покрытия:
- стабилизаторы (K, Ca, Ba-соединения, мрамор, мел);
- газообразующие (крахмал, декстрин, магнезит);
- шлакообразующие (полевой шпат, марганцевая руда);
- раскислители (FeMn, FeSi, Al);
- легирующие добавки (FeTi, FeMo, FeC₂);
- связующие (жидкое стекло Na₂O·nSiO₂).
Хорошо разложено по шагам, стало понятнее, где обычно теряется время.
Люблю такие разборы: без громких обещаний, зато с понятной логикой.
Главная мысль попала точно. Такие материалы хочется обсуждать, а не просто пролистывать.
Интересный кейс, особенно понравилось, что объяснили без лишней воды.